Explore our premium selection of industrial, automotive, and customized smart lighting solutions engineered for peak performance and extreme durability.








The global industrial work light sector is undergoing an unprecedented transition. Driven by strict work health and safety (WHS) regulations, emergency planning standards, and a push for optimal workflow efficiency, heavy industries are moving rapidly away from corded lighting systems. Today's commercial workspace requires highly portable, reliable, and energy-dense lighting solutions. Rechargeable work lights have evolved from basic convenience tools into vital, mission-critical equipment for modern manufacturing, automotive detailing, rescue operations, and complex construction sites.
As a leading exporter in this sector, we recognize that procurement managers, distributors, and OEMs look for more than just lumen output. They demand advanced thermal management, high-performance battery systems, durable structural shells, and precise color rendering. When selecting a China-based wholesale supplier, global buyers need a partner who understands industrial requirements, possesses strong design expertise, and operates a robust, quality-focused manufacturing facility.
"Modern industrial operations cannot afford equipment failures. A high-quality rechargeable work light must deliver consistent lux performance under extreme temperatures, survive multiple high-impact drops, and provide absolute safety against thermal runaway."
In this comprehensive white paper, we explore the engineering innovations, supply chain systems, and quality control frameworks that define the current state of industrial rechargeable work lights. We also show how Guangdong Xolle Light Co., Ltd. leads this space with innovative manufacturing and design.
Located in Zhongshan, Guangdong Province—the world-renowned "Lighting Capital of China"—Guangdong Xolle Light Co., Ltd. is a premier, high-tech LED lighting manufacturer. Since our founding, we have focused on the research, development, production, global sale, and service of advanced LED lighting solutions. Our state-of-the-art manufacturing campus spans over 15,000 square meters, housing automated assembly lines, precision testing labs, and raw material storage areas.
We are dedicated to technological innovation. Xolle Light invests a significant portion of its annual revenue into research and development, maintaining an independent R&D center staffed by more than 30 professional engineers and lighting specialists. This deep engineering capability has yielded over 300 domestic and international patents, spanning utility model patents, design patents, and fundamental invention patents. We ensure every product is built to last, energy efficient, easy to control, and styled for modern industrial and commercial environments.
Quality is the foundation of our business. Xolle Light strictly adheres to the ISO9001 Quality Management System and runs rigorous testing protocols at every phase of production—from raw material screening to final performance verification. Our products meet international standards including CE, RoHS, FCC, UL, KC, and PSE, ensuring seamless entry into demanding global markets. Today, our products are trusted by distributors, importers, and project contractors in over 120 countries and regions across Europe, North America, South America, the Middle East, and Asia-Pacific.
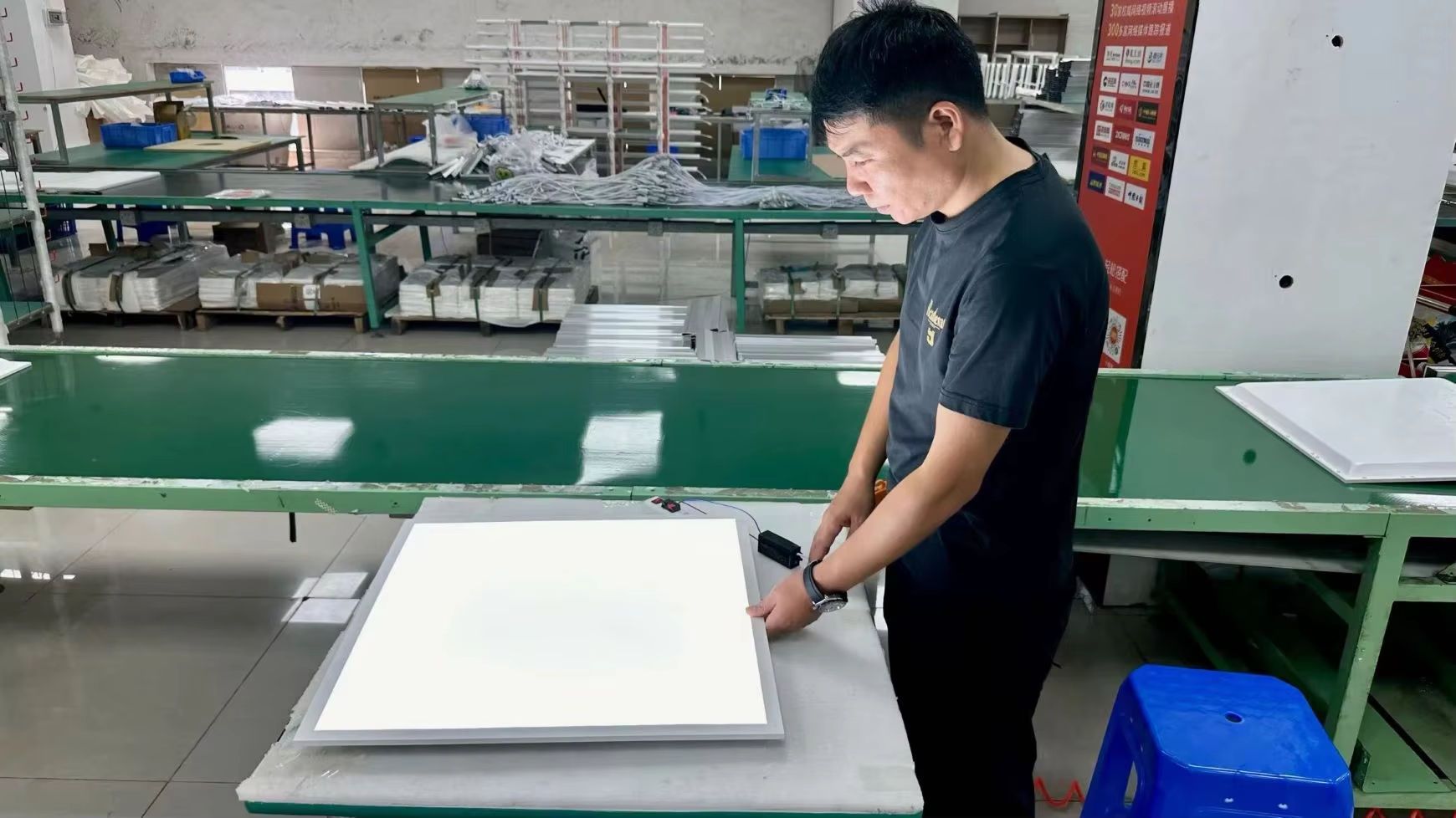
Step-by-step visual overview of our manufacturing lines, demonstrating high precision, strict testing, and quality control from raw materials to final packaging.










The engineering team at Xolle Light continuously researches and implements next-generation technologies. Our technology roadmap focuses on three main areas: power optimization, optical precision, and smart system integration.
The safety and run-time of any rechargeable work light depend directly on its battery pack. We are transitioning from traditional 18650 Li-ion cells to high-capacity 21700 lithium-cobalt and robust LiFePO4 (Lithium Iron Phosphate) cells. LiFePO4 chemistry provides exceptional thermal stability and extends battery lifecycle up to 3,000 charge cycles, compared to just 500 cycles for typical alternatives. Our proprietary BMS provides over-charge, over-discharge, short-circuit, and thermal-runaway protection, ensuring safe operation in demanding industrial environments.
We utilize Chip-on-Board (COB) technology to deliver wide, shadow-free illumination. By mounting LED chips directly onto ceramic or copper substrates, thermal resistance is minimized. Our designs maintain junction temperatures well below 75°C, ensuring stable brightness and preventing lumen degradation over time. Our color-matching work lights feature a high Color Rendering Index (CRI Ra ≥ 96, R9 > 90) and adjustable CCT (2700K - 6500K), allowing automotive technicians and industrial painters to see surface defects clearly.
The future of work lights lies in intelligent interaction. We are integrating Bluetooth Low Energy (BLE) modules to let operators group, dim, and schedule work lights from a mobile app. This minimizes energy waste and eliminates the need to manually adjust lights in hard-to-reach places, such as under-hood vehicle bays or high scaffolding setups.
Integrating USB-C PD (Power Delivery) systems, reducing recharge times by 60% while supporting external power-bank output functionality.
Reinforced structures utilizing co-molded rubber bumpers and heavy-duty polycarbonate lenses to survive drops onto concrete surfaces.
Hermetically sealed internal cavities to prevent ingress of fine dust, oil spray, and pressurized water in harsh industrial settings.
Industrial portable lighting is not a one-size-fits-all product. Different operating environments present unique challenges that must be addressed through targeted physical and optical configurations.
Standard LED lights can wash out subtle surface imperfections, making paint defects hard to spot. For professional automotive workshops and detailing centers, our color-matching work lights use specialized high-CRI (color rendering index) COB LEDs. These lights replicate natural sunlight, helping detailing technicians identify swirl marks, holograms, scratches, and paint mismatches easily. Magnetic bases and adjustable under-hood hangers allow hands-free use, keeping workshops efficient.
Fleet repair workshops are tough on equipment. Dropped tools, oil exposure, and mechanical impacts are daily challenges. Our heavy-duty work lights feature co-molded thermoplastic elastomer (TPE) shock absorbers and chemical-resistant polycarbonate lenses. Strong neodymium magnets allow technicians to secure the lights under chassis rails, wheel arches, or engine compartments safely.
Construction, disaster relief, and utility repair operations require versatile, all-weather lighting. In these settings, rechargeable floodlights with stable tripods and high capacity are essential. Our outdoor-rated work lights feature dual-fuel capabilities (battery power and direct AC plug-in) and IP66 water resistance, ensuring reliable illumination in rain, dust, and wind.
Procurement teams at international distributors, hardware brands, and contracting corporations face unique risks when buying from overseas manufacturers. Cost is only one factor; product safety, regulatory compliance, factory capacity, and supply chain transparency are critical to long-term success.
At Xolle Light, we address these challenges directly to ensure smooth operations for our clients:
Selling industrial products globally requires navigating complex local regulations. We invest heavily in product testing and certifications to ensure our products meet or exceed the requirements of your target markets:
Certifications: FCC, UL, cUL
Standards: ANSI/UL 153 standard for portable electric luminaires, FCC Part 15 Class B for electromagnetic compatibility.
Certifications: CE, RoHS, WEEE
Standards: EN 60598-2-8 (particular requirements for hand lamps), EMC Directive 2014/30/EU, and RoHS restrictions on hazardous substances.
Certifications: SAA, PSE, KC
Standards: AS/NZS CISPR 15, Japan's PSE safety law, Korea's KC certificate for lithium battery packs.
In addition to product certifications, we provide localized user manuals in multiple languages, compliant barcode systems (EAN/UPC), and drop-test approved retail packaging to ensure your products are retail-ready upon arrival.
We use high-efficacy Epistar or San'an COB and SMD LED chips to ensure long life and high lumen output. For our battery systems, we use grade-A 18650 or 21700 lithium-ion cells, and high-durability LiFePO4 cells for our premium industrial lines. All battery packs include integrated protection circuits (BMS) for safety.
Yes. With our in-house engineering team and advanced tooling facilities, we handle everything from physical casing design and thermal simulations to custom PCB layouts and driver development. We can turn your ideas into functional prototypes quickly.
For standard products, our lead time is typically 25 to 30 days. For custom OEM orders, initial production may take 40 to 45 days to allow for mold building and custom materials sourcing. Repeat orders are generally processed faster.
We supply full UN38.3 test reports, MSDS (Material Safety Data Sheets), and transport certificates (for both air and sea freight). All batteries are packaged in compliance with international dangerous goods regulations (IATA/IMDG) to ensure smooth customs clearances.
We provide a 2 to 3-year warranty on our professional and industrial LED work lights, covering the LED array, driver, battery, and casing under normal operating conditions. If any issues arise, we offer free replacements or spare parts.
Explore more of our highly durable, high-efficiency lighting products, designed for industrial, outdoor, and modern commercial spaces.