Engineered for Durability, Efficiency, and Maximum Visual Impact
The global industrial and commercial lighting landscape is undergoing a radical transformation. As the world pivots toward Carbon Neutrality and Energy Security, the demand for high-efficiency China Wholesale Flood LED Lights has reached an all-time high. No longer just a source of illumination, modern floodlights are sophisticated electronic systems integrated into smart city infrastructures.
With an annual growth rate (CAGR) exceeding 12.5%, the LED floodlight market is shifting from basic replacement to intelligent, modular systems designed for specific vertical industries.
Leading manufacturers like Xolle Light are now pushing boundaries with 180lm/W efficacy, reducing operational costs by up to 70% compared to traditional HID systems.
Mandatory transitions to energy-efficient lighting in the EU (Ecodesign Directive) and North America (DLC Premium) are driving high-volume wholesale demand.
Utilizing high-grade ADC12 aluminum and graphene-based heat coatings to ensure chip junction temperatures remain below 65°C, extending life to 100,000+ hours.
Customized asymmetric beam angles (60°, 90°, 120° x 60°) designed via PC-based secondary optics to minimize light pollution (Dark Sky compliance) while maximizing LUX on target.
Integration of DALI-2, Zigbee 3.0, and 5G-IoT sensors for motion-based dimming, daylight harvesting, and predictive maintenance alerts via cloud dashboards.
Looking toward 2030, the industry is moving towards "Lighting as a Service" (LaaS). Our R&D focuses on circular economy principles—creating fully modular floodlights where every component—from drivers to LED boards—is easily replaceable and recyclable, minimizing e-waste.
Guangdong Xolle Light Co., Ltd. is a professional high-tech LED lighting manufacturer located in Zhongshan, Guangdong Province, China—widely recognized as the “Lighting Capital of China.” Since its establishment, Xolle Light has been dedicated to the research, development, production, sales, and service of innovative LED lighting solutions, providing high-quality products and professional services to customers worldwide.
With a modern manufacturing facility covering over 15,000 square meters, Xolle Light has built a comprehensive production system supported by advanced automated equipment, strict quality control processes, and a highly experienced technical team. Driven by technological innovation, Xolle Light invests significantly in research and development every year, obtaining certifications including CE, RoHS, FCC, UL, and ISO9001.
Every Flood Light undergoes 48-hour aging tests and rigorous IP66/IK08 verification.











High-mast solutions for stadiums requiring flicker-free lighting for 4K UHD broadcasting. Our 600W-1200W modular units provide uniform LUX distribution without glare.
Extreme durability IP66 floodlights with anti-corrosion coatings for marine environments, ensuring safety in 24/7 heavy-duty cargo operations.
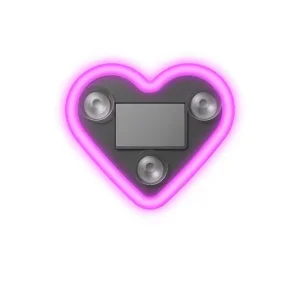
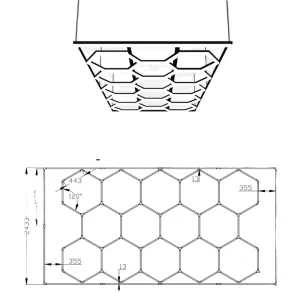
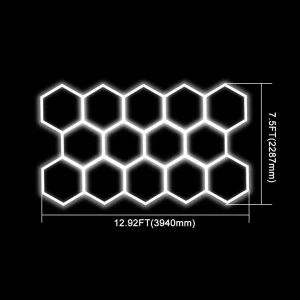
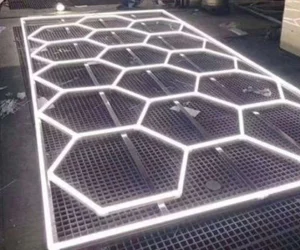
Specialized Hexagonal LED Grid systems designed for car beauty stations to eliminate shadows and provide the high CRI (Ra>90) needed for paint inspection.
SMD (Surface Mounted Device) is generally more efficient and offers better heat dissipation for broad area lighting. COB (Chip on Board) is better for high-intensity, focused beam applications where a single point source is required. For wholesale flood lights, SMD is the current industry standard for reliability.
Typically, commercial projects see a full Return on Investment (ROI) within 12-18 months. This includes up to 70% energy savings and near-zero maintenance costs compared to Metal Halide lamps which require frequent bulb replacements.
Yes, we offer drivers compatible with 0-10V dimming, DALI, and NEMA socket integrations for wireless controllers, allowing for city-wide mesh network management.
OEM & ODM Solutions Available for Global Distributors